







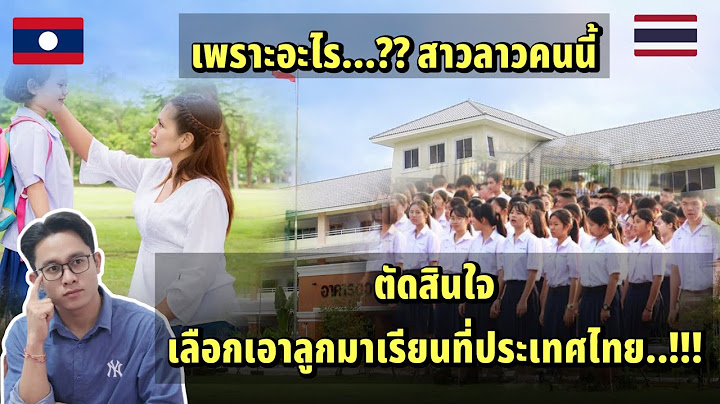
SMAW เป็นกระบวนการเชื่อมโดยการอาร์ค ซึ่งจะหลอมโลหะเข้าด้วยกันโดยใช้ความร้อนที่เกิดจากการอาร์คทางไฟฟ้าระหว่างปลายของอิเลคโตรดกับผิวหน้าของชิ้นงาน หลักการทำงาน SMAW นิยมใช้กันมากในงานเชื่อมโลหะ ซึ่งจะใช้ความร้อนที่เกิดจากการอาร์คระหว่างปลายอิเลคโตรดกับชิ้นงานในการหลอมเหลวโลหะ โดยที่วงจรไฟฟ้าประกอบด้วยแหล่งจ่ายไฟ, สายไฟ, ตัวจับอิเลคโตรด จุดต่อกับชิ้นงาน, ชิ้นงานและอิเลคโตรด โดยที่ปลายของสายไฟด้านหนึ่งต่อกับชิ้นงาน อีกด้านหนึ่งต่อกับหัวจับอิเลคโตรด ดังแสดงในรูปที่ 1
รูปที่ 1. วงจรไฟฟ้าของ SMAW (source: http://deltaschooloftrades.com/stick%20welding.htm) ในขณะที่มีการอาร์คเกิดขึ้นจะมีความร้อนสูงเกิดที่ปลายของอิเลคโตรคและผิวของชิ้นงาน ซึ่งโลหะเม็ดเล็กๆ ที่ปลายของอิเลคโตรค จะหลอมเหลวและไหลไปยังบ่อหลอมโลหะ (weld pool) ที่หลอมเหลวในชิ้นงานซึ่งอุณหภูมิที่สูงที่สุดของการอาร์คดังกล่าวมีค่าประมาณ 5000 oC นอกจากกระบวนการจะต้องการกระแสไฟฟ้าที่มีค่าสูงเพียงพอที่จะทำการหลอมเหลวอิเลคโตรดและชิ้นงานเข้าด้วยกันแล้วยังต้องมีระยะห่างระหว่างปลายอิเลคโตรดกับบ่อหลอมโลหะที่เหมาะสมด้วย ซึ่งขนาดของอิเลคโตรคจะถูกกำหนดด้วยแรงดันไฟฟ้าสำหรับการอาร์ค โดยทั่วไปจะอยู่ในช่วง 16-40 V และค่ากระแสไฟฟ้า 20-550 A ซึ่งอาจใช้กระแสตรง (DC)) หรือกระแสสลับ (AC) ก็ได้ขึ้นอยู่กับชนิดของอิเลคโตรดที่ใช้ อิเลคโตรคที่มีการเคลือบ (Covered electrode) หน้าที่ของสารที่เคลือบอิเลคโตรคมีดังนี้
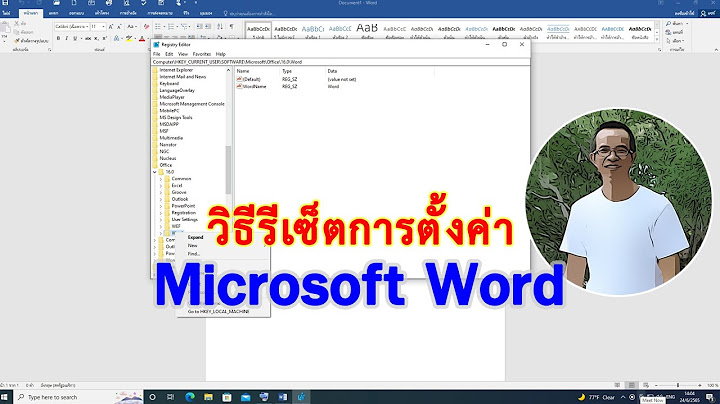
หน้าที่ข้อที่ 1-4 เพื่อให้โลหะที่เติมเข้าไปทำหน้าที่ป้องกันการรวมตัวกับโลหะที่หลอมเหลวกับออกซิเจนและไนโตรเจนในอากาศ ในการเคลือบผิวนั้นจะใช้วิธีการจุ่มเคลือบหรืออัดออกมาเป็นแท่ง แต่จะนิยมใช้การอัดออกมาเป็นแท่งมากกว่า โดยส่วนใหญ่แกนของอิเลคโตรคจะผลิตจากผงโลหะหลายชนิด การปกคลุมบริเวณที่เกิดการอาร์ค การปกคลุมบริเวณที่เกิดการอาร์ค แสดงในรูปที่ 2 กระบวนการนี้จะทำให้สารที่เคลือบผิวเปลี่ยนสถานะเป็นแก๊ส โดยใช้ความร้อนที่เกิดจากการอาร์ค และจะมี slag เกิดขึ้นซึ่งจะขึ้นกับชนิดของอิเลคโตรดที่ใช้ โดยถ้าหากมีการเคลือบผิวที่หนาจะใช้กระแสไฟฟ้ามากและมีอัตราการสิ้นเปลืองสูงกว่าแบบเคลือบผิวบาง แต่จะให้อุณหภูมิในการอาร์คสูงกว่าแบบเคลือบผิวบาง ความสามารถและข้อจำกัดของกระบวนการ ข้อดีของกระบวนการ SMAW ได้แก่
ค่าความยาวของอิเลคโตรคที่เคลือบจะอยู่ที่ 9-18 นิ้ว ในขณะที่การอาร์คเริ่มเกิดขึ้นจะมีกระแสไฟฟ้าไหลผ่านอิเลคโตรด ดังนั้นถ้าหากกระแสมีค่ามากเกินไปจะทำให้อิเลคโตรดร้อนจัดและสารเคลือบผิวเกิดการแตกเสียหาย  รูปที่ 2. บริเวณที่เกิดการเชื่อม SMAW (source: Wikimedia) อุปกรณ์ที่ใช้แหล่งจ่ายไฟ ชนิดของกระแสที่ใช้สามารถใช้ได้ทั้ง DC และ AC แต่จะมีผลต่อประสิทธิภาพของอิเลคโตรค โดยการใช้กระแสแต่ละชนิดจะมีทั้งข้อดีและข้อเสีย ซึ่งจะต้องพิจารณาเลือกใช้ให้ถูกต้อง โดยมีปัจจัยที่ต้องพิจารณาดังนี้
ความหนาของโลหะ จะใช้ DC ในการเชื่อมโลหะที่หนา มากกว่าที่จะใช้ AC เนื่องจากกระแสของ DC สูงกว่าแหล่งจ่ายไฟสำหรับ SMAW จะเป็นแบบชนิดกระแสคงที่มากกว่าแบบแรงดันคงที่ เนื่องจากผู้ใช้สามารถรักษาระยะความยาวในการอาร์คได้ดีกว่า ลักษณะของเส้นโค้ง กระแสแรงดัน สำหรับแหล่งจ่ายไฟทั้งชนิด DC และ AC แหล่งจ่ายไฟแยกออกได้เป็น 2 ประเภท คือชนิดกระแสคงที่และชนิดแรงดันคงที่ แหล่งจ่ายไฟแรงดันคงที่ไม่เหมาะสมกับ SMAW เนื่องจากสามารถเปลี่ยนแปลงค่าความยาวในการอาร์คได้น้อยเมื่อค่ากระแสมีค่าเปลี่ยนไป เรานิยมใช้แบบกระแสคงที่มากกว่าเนื่องจากค่าความชันมีค่ามากกว่า นั่นคือ เมื่อแรงดันเปลี่ยนแปลงมากแต่กระแสจะเปลี่ยนแปลงไม่มากนัก ในรูปที่ 3 แสดงความสัมพันธ์ระหว่างค่าแรงดัน-กระแส ทั้ง 2 ประเภท รูปที่ 3 แสดงค่าแรงดัน-กระแส (แรงดันคงที่ , กระแสคงที่ ) (source : www.thefabricator.com) สำหรับการใช้งานอิเลคโตรคที่มี Diameter ใหญ่ และใช้กระแสในการเชื่อมมาก จะนิยมใช้กราฟที่มีความชันมากกว่า งานที่ต้องการความแม่นยำสูง ๆ จะนิยมใช้กราฟที่ความชันต่ำ แรงดันเปิดวงจร (Open Circuit Voltage) คือค่าแรงดันที่สามารถผลิตได้เมื่อไม่มีการเชื่อม ซึ่งโดยทั่วไปจะมีค่าอยู่ระหว่าง 50–100 V และในขณะที่แรงดันในขณะทำการอาร์คจะอยู่ระหว่าง 17–40 V ค่าความยาวในการอาร์คและชนิดของอิเลคโตรดจะเป็นตัวกำหนดขนาดของแรงดันในการอาร์ค กล่าวคือ ถ้าความยาวในการอาร์คมากขึ้น จะทำให้แรงดันในการอาร์คสูงขึ้นและกระแสในการอาร์คลดลง การเลือกชนิดของแหล่งจ่ายไฟ มีหลายปัจจัยที่ต้องพิจารราสำหรับ SMAW ดังนี้
อุปกรณ์ประกอบ
การเชื่อมต่อของชิ้นงาน อุปกรณ์ที่ใช้เชื่อมต่อกับชิ้นงานต้องสามารถยึดชิ้นงานได้อย่างแน่นหนา สำหรับงานเบาจะใช้ Clamp ที่ภายในใช้สปริงดัน แต่ถ้าเป็นงานหนักที่มีกระแสสูงจะใช้ Clamp แบบสกรู ขันยึดกับตัวชิ้นงาน เพื่อป้องกันไม่ให้เกิดความร้อนสูงที่จุดต่อเชื่อม
ตารางที่ 1 (source : www.delcowire.com)
ในการเลือกขนาดสายไฟจะมีตัวแปรที่ต้องนำมาใช้เลือกได้แก่ กระแสสูงสุดที่จะใช้ในการเชื่อม, ความยาวสายไฟทั้งหมดของวงจรและค่า Duty Cycle
อุปกรณ์ประกอบอื่นๆ สิ่งสำคัญสำหรับงานเชื่อมคือ ความสะอาด ดังนั้นควรมีการทำความสะอาดให้เรียบร้อยก่อนการเชื่อมโดยใช้ แปรงลวด , ฆ้อน, สิ่ว ในกรณีที่ทำการเชื่อมควรมีการเสริมแผ่นด้านหลังเพื่อช่วยให้แนวเชื่อมได้ Alignment วัสดุ (materials)
อิเลคโตรทที่มีการเคลือบผิว มีการระบุคุณสมบัติโดย AWS โดยใช้รหัสดังตารางที่ 2 ซึ่งชนิดของอิเลคโตรคจะถูกกำหนดโดยส่วนส่วนผสมและคุณสมบัติทางกายภาพ ตารางที่ 2 ชนิดของอิเลคโตรด (source : www.angelfire.com/ar/bismaka/electrode.html) การเก็บรักษาอิเลคโตรค อิเลคโตรคที่ใช้ในกระบวนการ SMAW มีคุณสมบัติง่ายต่อการดูดซับและกักเก็บความชื้นซึ่งจะทำให้ออกซิเจนและไฮโดรเจนเกิดการแยกตัวออกจากกันในระหว่างการเชื่อม โดยที่อะตอมของไฮโดรเจนจะละลายในบริเวณ Heat Affect Zone และจะทำให้เกิดการแตกร้าวในขณะเย็นตัว นอกจากนั้นความชื้นที่เกิดที่ผิวของสารเคลือบจะทำให้เกิดโพรงอากาศในเนื้อเหล็กที่เชื่อม เพื่อที่จะลดปัญหาด้านความชื้นควรมีการเก็บรักษาอิเลคโตรคโดยเฉพาะอย่างยิ่งสำหรับอิเลคโตรคที่มีไฮโดรเจนต่ำ ควรมีการเก็บรักษาในเตาที่มีอุณหภูมิอยู่ระหว่าง 65 – 150 oC เพื่อไล่ความชื้นออก นอกจากนั้นควรปฏิบัติตามคำแนะนำของผู้ผลิต นอกจากนั้นถ้าหากเก็บไว้ในที่ที่มีความร้อนสูงเกินไปอาจทำให้สารเคลือบผิวเสียหายได้ การใช้งาน
ตำแหน่งของชิ้นงานในการเชื่อม หนึ่งในข้อดีของ SMAW คือสามารถเชื่อมได้หลายทิศทางในวัสดุหลายประเภท โดยวัสดุที่ถูกเชื่อมไม่จำเป็นต้องถูกวางในแนวราบ ซึ่งงานลักษณะนี้ไม่จำเป็นต้องใช้คนที่มีทักษะมากนักและอิเลคโตรคที่มีขนาดใหญ่ สำหรับการเชื่อมในแนวดิ่งและการเชื่อมแบบเหนือศรีษะ(Overhead) จำเป็นจะต้องใช้คนที่มีทักษะสูงขึ้นและใช้อิเลคโตรคที่มีขนาดเล็กลง นอกจากนั้นรูปแบบของรอยเชื่อมอาจมีลักษณะที่แตกต่างจากการเชื่อมในแนบราบ สถานที่ในการเชื่อม อุปกรณ์สำหรับ SMAW ถูกออกแบบมาให้สามารถนำไปใช้ในสถานที่ทำงานได้หลายลักษณะ เช่น ภายในอาคาร,ถูกออกแบบมาให้สามารถนำไปใช้ในสถานที่ทำงานได้หลายลักษณะ เช่น ภายในอาคาร,ภายนอกอาคาร,บนเรือ และอื่นๆ เนื่องจากไม่จำเป็นต้องใช้แก๊สหรือสายน้ำ จะใช้ก็เพียงแต่สายไฟเท่านั้น แต่ในกรณีที่ไม่มีแหล่งจ่ายไฟอาจจะใช้เครื่องกำเนิดไฟฟ้าเพื่อจ่ายไฟให้อุปกรณ์ การออกแบบและเตรียมรอยเชื่อม ชนิดของรอยเชื่อม ในการเลือกออกแบบรอยเชื่อมจะต้องคำนึงถึงเรื่องความแข็งแรงเป็นหลัก นอกจากนั้นยังต้องคำนึงถึงสภาพการใช้งานและอุณหภูมิที่ใช้งานของชิ้นงานด้วย ซึ่งถ้าหากภาระที่ชิ้นงานได้รับเป็น Dynamic Load จะทำให้ลักษณะของรอยเชื่อมที่ใช้มีค่าแตกต่างจาก Satic Load มากทีเดียว ในกรณีที่เป็น Dynamic Load จำเป็นจะต้องพิจารณาถึงความล้าและต้องมีความสามารถทนต่อการแตกหักได้ ซึ่งรอยต่อที่ใช้จะต้องถูกออกแบบให้เกิดชุมนุมความเค้นน้อยที่สุด นอกจากนั้นยังต้องออกแบบให้สามารถลดความเค้นตกค้างให้เหลือน้อยที่สุด และยังต้องคำนึงถึงค่าใช้จ่ายในการเชื่อมและความยากในการปฏิบัติงานด้วยในการออกแบบรอยต่อในลักษณะต่าง ๆ จะมีผลต่อความแข็งแรงดังจะกล่าวต่อไปดังนี้
การต่อเชื่อมแบบร่องสี่เหลี่ยม(Square Groove) จะมีค่าใช้จ่ายในการสร้างน้อยที่สุด แต่จะมีข้อจำกัดที่ความหนาของโลหะและความแข็งแรงที่จะสามารถรองรับได้ สำหรับกระบวนการ SMAW จะใช้การต่อเชื่อมแบบนี้ที่ความหนา ไม่เกิน 6 MM นอกจากนั้นยังขึ้นอยู่กับประเภทของวัสดุที่ต่อด้วย ในกรณีที่ต้องการต่อกับแผ่นโลหะที่มีความหนามากขึ้น ควรมีการปรับสภาพของขอบของแผ่นโลหะเพื่อให้สามารถเพิ่มเนื้อที่ให้กับโลหะที่ได้ถูกเติมเข้าไปในการเชื่อม เพื่อที่จะให้เกิดความประหยัดละยังสามารถลดการบิดตัวและความดันตกค้างสามารถออกแบบโดยให้ผิวของโลหะส่วนที่จะเชื่อมกันมีลักษณะเป็นร่องตัว V ซึ่งจะทำให้มีความแข็งแรงมากขึ้นโดยที่ใช้โลหะที่เติมเข้าไปน้อยที่สุด ปัจจัยที่จะทำให้รอยต่อมีความแข็งแรงนั่นคือความสามารถในการแทรกเข้าไปในบริเวณผิวหน้าของโลหะที่สองด้านนั่นเอง สำหรับแผ่นโลหะที่มีความหนามากๆจะใช้การต่อเชื่อมรูปตัว “J” และรูปตัว “U” ซึ่งจะช่วยลดปริมาณของเนื้อโลหะที่จะเติมเข้าไป แต่มุมของช่องว่างระหว่างแผ่นต้องมากเพียงพอที่จะป้องกันไม่ให้สะเก็ดไปสะสมอยู่ภายในร่อง การต่อชนพิลเลท (Fillet Welds) การต่อลักษณะนี้แทบจะไม่ต้องมีการเตรียมพื้นผ้าในบริเวณที่จะต่อเชื่อมเลย และยังนิยมใช้ต่อรวมกับรอยต่อที่มีร่องเพื่อที่จะเพิ่มความแข็งแรงและลดจุดที่จะเกิดความดันสูง ๆ ในรอยต่อ การเสริมด้านหลังรอยต่อ (Weld Backing) เนื่องจากช่องว่างระหว่างแผ่นโลหะที่จะทำการต่ออาจทำให้มีการสูญเสียเนื้อโลหะที่จะเติมเข้าไป ดังนั้นจำเป็นต้องมีการใช้วัสดุปิดที่ด้านหลังเพื่อป้องกันการสูญเสียเนื้อโลหะที่ถูกเติมเข้าไปซึ่งโดยทั่วไปนิยมใช้
การวางแนวของชิ้นงาน (Alignment of Metal) ในระหว่างเชื่อมควรมีการจับยึดชิ้นงานให้แน่นซึ่งอาจใช้ตัวหนีบเพื่อให้มีช่องว่างระหว่างแผ่นสม่ำเสมอ และมีขนาดได้ตามพิกัดที่ได้ออกแบบไว้หลังจากการเชื่อม ลักษณะรูปร่างของรอยต่อเชื่อม ขนาดรอยต่อเชื่อมประเภทต่าง ๆ ได้มีการแนะนำไว้ดังรูปที่ 4
รูปที่ 4. รอยเชื่อมชนิดต่างๆ (source : www.me.metu.edu.tr) Runoff Tabs ในการต่อเชื่อมที่มีร่องบางครั้งอาจมีการต่อแผ่นโลหะเสริมที่ปลายของชิ้นงานทั้ง 2 ด้าน ดังรูปที่ 5 ซึ่งจะมีข้อดีคือสามารถใช้แผ่นโลหะส่วนนี้เป็นจุดเริ่มต้นและสิ้นสุดการเชื่อม เนื่องจากโดยมากจะเกิดการชำรุดที่รอยเชื่อมในบริเวณดังกล่าวซึ่งจะทำให้สามารถตัดช่วงดังกล่าวทิ้งไปได้
รูปที่ 5 Runoff Tabs (source : www.odysseyyachts.com) การให้ความร้อนแก่ชิ้นงานช่วงเริ่มต้น(Preheating) การให้ความร้อนแก่ชิ้นงานในช่วงเริ่มต้น(Preheating) ถูกใช้เพื่อปรับสภาพของชิ้นงานในบริเวณที่ทำการเชื่อมให้มีคุณสมบัติตามที่ต้องการ ซึ่งผู้ใช้งานควรปฎิบัติตามข้อแนะนำที่ได้แนะนำไว้อย่างเคร่งครัด เนื่องจากการให้ความร้อนที่มากเกินไปจะก่อให้เกิดการสิ้นเปลืองพลังงานแล้วยังทำให้คุณสมบัติของโลหะและรอยเชื่อมแย่ลง โดยทั่วไปแล้วจะใช้วิธีการให้ความร้อนแก่ชิ้นงานในช่วงเริ่มต้นกับวัสดุที่มีค่าการนำความร้อนสูง เช่น ทองแดง , อลูมิเนียมอัลลอยด์, เพื่อช่วยลดกระแสในการเชื่อม , ปรับปรุงคุณสมบัติในการแทรกตัวของโลหะที่เติมเข้าไป และช่วยในการรวมตัวของโลหะเข้ากันได้ดีขึ้น ตัวแปรต่างๆ ที่เกี่ยวข้องในการเชื่อม
1. ไม่เกิด Arc Blow ทำให้สามารถใช้อิเลคโตรคที่มีขนาดใหญ่ขึ้นและมีกระแสที่มากขึ้นได้ 2. ค่าพลังงานต่ำกว่า เนื่องจากหม้อแปลงแบบ AC มีค่าใช้จ่ายต่ำกว่าแบบ DC นอกจากนั้นยังไม่ต้องแก้ไขอุปกรณ์อื่น ๆ ที่เกี่ยวข้องเพื่อให้สามารถใช้ DCได้อีก กระแส การเลือกใช้ขนาดของอิเลคโตรคจะขึ้นอยู่กับพิกัดกระแสที่ใช้ โดยตัวแปรที่มีความสำคัญได้แก่ ความหนาและชนิดของสารที่ใช้เคลือบอิเลคโตรด โดยทั่วไปอัตราการสิ้นเปลืองอิเลคโตรดจะเพิ่มขึ้นเมื่อกระแสมีค่ามากขึ้น ดังนั้นควรมีการเลือกใช้ค่ากระแสในการเชื่อมให้เหมาะสมซึ่งจะขึ้นอยู่กับตัวแปรหลายตัว เช่น ตำแหน่งในการเชื่อมและชนิดของรอยต่อ
รูปที่ 6 ความสัมพันธ์ระหว่าง Deposit rates vs. Ampere (www.diggiemoon.com) ความยาวในการอาร์ค (Arc Length) ความยาวในการอาร์ค (Arc Length) คือระยะห่างจากปลายของอิเลคโตรคในขณะหลอมเหลวกับพื้นผิวของบ่อหลอมเหลว (Molten Weld Peal) ค่าของความยาวในการอาร์คที่เหมาะสมจะขึ้นอยู่กับชนิดของอิเลคโตรด, ความโตและชนิดของสารเคลือบ, กระแสและตำแหน่งในการเชื่อม ค่าความยาวในการอาร์ค จะเพิ่มขึ้นเมื่อความโตและกระแสมีค่ามากขึ้น โดยทั่วๆ ไปค่าของความยาวในการอาร์คไม่ควรมีค่ามากกว่าขนาดความโตของแกนอิเลคโตรด การใช้ความยาวที่น้อยไปจะทำให้เกิดการลัดวงจร แต่ถ้าความยาวมากเกินไปจะทำให้โลหะที่วิ่งออกจากอิเลคโตรคไปสู่ชิ้นงานมีลักษณะกระจัดกระจายและเกิดโพรงอากาศและการปนเปื้อนของออกซิเจนหรือไนโตรเจนทำให้รอยเชื่อมรับแรงได้ไม่ดี ความเร็วในการเชื่อม ความเร็วในการเชื่อมจะขึ้นอยู่กับองค์ประกอบหลายอย่างดังนี้
ค่าความเร็วในการเชื่อมจะมีผลต่อความร้อนที่เข้าสู่ชิ้นงาน ซึ่งจะมีผลต่อโครงสร้างของโลหะที่ได้รับการเชื่อมและ Heat Affact Zone ถ้าความเร็วต่ำจะทำให้ Heat Affect Zone กว้างและชิ้นงานมีการเย็นตัวที่ลงช้า ทิศทางของอิเลคโตรคกับชิ้นงาน มีผลต่อคุณภาพของรอยเชื่อม ถ้าทิศทางไม่เหมาะสมจะทำให้เกิดสะเก็ดในรอยเชื่อม, โพรงอากาศ,และเกิดการ Undercut ขึ้น ดังรูปที่ 7.
รูปที่ 7 UNDERCUT (source : www. raignheather.com , www.lyricsdog.eu) การใช้ทิศทางที่เหมาะสมจะขึ้นกับขนาดและชนิดอิเลคโตรค, ตำแหน่งในการเชื่อมและลักษณะของรอยเชื่อม ในการระบุทิศทางของอิเลคโตรดจะขึ้นอยู่กับมุมที่ใช้ในการเคลื่อนที่ (Travel Angle) และมุมกับชิ้นงาน (Work Angle) ดังรูปที่ 8 รูปที่ 8 Travel angle vs. work angle (source : http://deltaschooloftrades.com/stick%20essentials.htm ) Travel Angle คือมุมที่น้อยกว่า 90 o ระหว่างแกนของอิเลคโตรคกับเส้นที่ตั้งฉากกับแนวเชื่อม (บนระนาบที่ถูกกำหนดโดยแกนของอิเลคโตรคและแนวเชื่อม ) Work Angle คือมุมที่น้อยกว่า 90 o ระหว่างเส้นที่ตั้งฉากกับผิวของชิ้นงานและระบบที่ถูกกำหนดโดยแกนของอิเลคโตรดและแนวเชื่อม ในการทำการเชื่อมจะมี 2 เทคนิคที่ใช้คือ Push Angle และ Drag angle ดังรูปที่ 9 ซึ่งถ้าหากชิ้นงานที่เชื่อมจากการวางแนวชองอิเลคโตรคถูกต้องจะทำให้มีการแทรกตัวเข้าชิ้นงานที่ดีและมีการรวมตัวกับโลหะชิ้นงานได้สมบูรณ์ ค่า Travel Angle ที่มากเกินไปจะทำให้รอยเชื่อมมีรูปร่างไม่ดี, การแทรกตัวไม่ดี ในขณะที่ค่า Travel Angle ที่น้อยเกินไปจะทำให้เกิด slag ในรอยเชื่อม ค่า Work Angle ที่มากเกินไปจะทำให้เกิดการ Undercut ในขณะที่ work angle ที่น้อยเกินไปจะทำให้การรวมตัวกันที่ไม่สมบูรณ์ รูปที่ 9 Push angle vs. Drag Angle (source : www.millerwelds.com ) การเชื่อมต่อชิ้นงาน การเชื่อมต่อชิ้นงานอย่างถูกต้องมีความสำคัญต่อการเชื่อม SMAW โดยเฉพาะอย่างยิ่งในการใช้กระแสตรง ถ้าหากปลายของชิ้นงานต่อเชื่อมกันไม่เหมาะสมจะทำให้เกิด Arc Blow มากขึ้น ซึ่งจะทำให้ควบคุมการอาร์คได้ยากขึ้น นอกจากนั้นวิธีในการทำให้ปลายของชิ้นงานสัมผัสกันก็มีความสำคัญถ้าการสัมผัสกันไม่ดีจะเกิดความร้อนสูงที่จุดสัมผัส ซึ่งจะทำให้มีการลัดวงจรไฟฟ้าขึ้น ดังนั้นได้มีการแนะนำให้ใช้แผ่นทองแดงกดชิ้นงานโดยใช้ C-Clamp จะเหมาะสมที่สุด ความสม่ำเสมอในการอาร์ค(Arc Stability) ความสม่ำเสมอในการอาร์ค(Arc Stability)จะทำให้คุณภาพของรอยเชื่อมมีคุณภาพที่ดี การอาร์คไม่สม่ำเสมอจะก่อให้เกิดการรวมตัวกันของโลหะที่ไม่ดี, เกิดสะเก็ดในรอยเชื่อม, เกิดโพรงอากาศในรอยเชื่อม ปัจจัยที่จะมีผลต่อความสม่ำเสมอในการอาร์คมีดังนี้
จากปัจจัยดังกล่าวจะเห็นว่า 2 ข้อแรกจะเกี่ยวกับการออกแบบแหล่งจ่ายไฟ และสองข้อถัดมาจะเกี่ยวข้องกับการทำงานของอิเลคโตรค ส่วนข้อสุดท้ายจะเกี่ยวกับทักษะของผู้ทำการเชื่อม Arcblow Arcblow จะเกิดขึ้นเมื่อทำการเชื่อมวัสดุที่เป็นเม่เหล็ก(เหล็กและนิกเกิ้ล) โดยใช้กระแสตรงและอาจจะพบได้สำหรับการเชื่อมโดยการใช้กระแสสลับในบางกรณี แต่จะเกิดได้ยากในกรณีที่เราเชื่อมโดยใช้กระแสตรงจะทำให้กระแสไฟฟ้าไหลผ่านอิเลคโตรดและชิ้นงาน ซึ่งจะทำให้เกิดสนามแม่เหล็กขึ้นรอบ ๆ อิเลคโตรด ซึ่งจะทำให้การอาร์ควิ่งออกไปตามแนวด้านข้างของรอยเชื่อมทำให้รอยเชื่อมมีลักษณะไม่เป็นแนวตรงและเกิดการรวมตัวที่ไม่ดี
รูปที่ 10 การเกิด Arcblow (www.deltaschooloftrades.com) ในการเชื่อมโลหะจะมีฟลักซ์แม่เหล็ก เกิดขึ้นทั้งบนแผ่นโลหะและช่องว่างบริเวณรอยเชื่อม ซึ่งจะทำให้สนามแม่เหล็กมีความเข้มไม่สม่ำเสมอในบริเวณดังกล่าวและทำให้การอาร์คมีการวิ่งเอียงออกไปจากแนวเชื่อมตรงบริเวณที่สนามแม่เหล็กมีความเข้มสูง ซึ่งปรากฎการณ์ที่จะเกิดบริเวณปลายของแผ่นโลหะที่เป็นแนวเชื่อม จากรูปที่ 11 Forward blow จะเกิดในตอนเริ่มต้นเชื่อม จากนั้นจะลดลงบริเวณภายในแผ่นโลหะเนื่องจากสนามแม่เหล็กมีลักษณะสม่ำเสมอและจะไปเกิด Back blow ที่อีกด้านหนึ่งของแผ่นโลหะ
รูปที่ 11 (source : www.weldreality.com) เพื่อที่จะช่วยลดปัญหาการเกิด Arcblow สามารถทำได้ดังนี้
คุณภาพของรอยเชื่อม คุณภาพของรอยเชื่อมจะเป็นตัวกำหนดความสามารถในการรองรับการใช้งานเช่น ความแข็งแรง, ความสามารถในการต้านทานการกัดกร่อน, ขนาดและรูปร่างที่ต้องการ ซึ่งคุณสมบัติเหล่านี้จะขึ้นอยู่กับ วัสดุที่ใช้เชื่อมและสภาวะที่เกิดในระหว่างการเชื่อม นอกจากนั้นยังขึ้นกับความชำนาญของผู้ปฏิบัติงานด้วยโดยปกติแล้วรอยต่อของโลหะจะมีขนาดและชนิดที่แตกต่างกันไปในชิ้นงานซึ่งจะทำให้เกิดปัญหาดังต่อไปนี้ในการเชื่อม
รอยกัดแหว่ง(Undercut) เกิดจากการใช้กระแสไฟที่มากเกินไป รอยกัดแหว่งจะเกิดบริเวณรอยต่อของแนวเชื่อมกับชิ้นงาน ทั้งบริเวณด้านหน้าและด้านราก |

การเชื่อมท่าใดที่ถือว่าเป็นท่าที่ง่ายที่สุด








ลิขสิทธิ์ © 2024 th.frojeostern Inc.